ผู้เขียน : อาจารย์ วีย์รฎา กวิณรวีบริรักษ์ วันที่ : 08 มีนาคม 2566 จำนวนผู้เข้าชม 1837 คน
08 มีนาคม 2566
ในช่วงวิกฤติโควิด19 (Covid19) ปี 2563 หลายธุรกิจทั้งภาคการศึกษา ธุรกิจบริการ โรงแรม ร้านอาหาร หลังการระบาดต่างปิดตัวลงจำนวนมาก ถือเป็นการ Disruption ครั้งใหญ่ที่ไม่ได้เกิดจากความก้าวหน้าหรือเทคโนโลยีแต่เกิดจากการทำลายล้างโดยโรคระบาด ทุกวันนี้ องค์การอนามัยโลก (World Health Organization) ยังไม่มีคำตอบชัดเจนว่าเชื้อโรคโคโรนาไวรัสที่มีศูนย์กลางแพร่ระบาดในเมืองอู่ฮั่น มณฑลหูเป่ย ประเทศจีนประเทศแรกนี้ เกิดจากการติดเชื้อจากการแพร่สัตว์สู่คนหรือเกิดจากการพลาดหลุดมาจากห้องทดลองทางปฏิบัติการกันแน่!!
เศรษฐกิจทั่วโลกสั่นสะเทือน เกิดการล็อกดาวน์ตามเมืองประเทศที่มีผู้ติดเชื้อจำนวนมาก ผู้คนตกงาน ไม่เพียงแค่ประเทศไทยที่ต้องอยู่ในสภาพธุรกิจซบเซา หลายภาคส่วนลดปัจจัยการผลิต แรงงานถูกเลิกจ้าง ลดอัตราการจ้างงานลงกว่า 50% จากจำนวนบุคลากรที่มีอยู่ โรงแรมปิดตัวลง การบินไทยตกอยู่ภาวะธุรกิจขาดสภาพคล่องล้มละลาย ธุรกิจ SME ได้รับผลกระทบแบบต่อเนื่องทรุดลงตลอดปี

ไคเซ็น (Kaizen) ถือเป็นตัวแปรสำคัญในการทบทวนปรับปรุงประสิทธิภาพสินค้าและบริการ ในช่วงภาวะสถานการณ์ที่เป็นใจแบบนี้ ช่วยค้นหาและแก้กระบวนการทำงานที่มีอยู่ให้เกิดข้อมูลที่แท้จริง ทำได้จริง ลดการสูญเสียสูญเปล่า หนึ่งในประเด็นของไคเซ็นในช่วงวิกฤตืโควิดคือไคเซ็นเพื่อกำจัดความสูญเปล่าในภาคธุรกิจ ทำอย่างไรให้ธุรกิจคงสภาพอยู่อย่างยั่งยืนบนพื้นฐานที่ทำได้จริง
ความสูญเปล่าคืออะไร ?
ความสูญเปล่ามี 3 ประเภทใหญ่ๆ คือ
ในทางไคเซ็นนั้น ความสูญเปล่ามี 7 ชนิดคือ
1) ความสูญเปล่าจากการผลิตเกินความจำเป็น
: เกิดจากการไม่คำนวณปริมาณความต้องการจริงของผู้อุปโภคบริโภค ผลิตสินค้าออกมามากกว่าความต้องการจริง
2) ความสูญเปล่ากับสินค้าที่คงค้างกับเรา
: สินค้าที่ผลิตอยู่ในคลังสินค้าเราโดยทำให้เกิดความไม่สมดุลด้านการจัดเก็บ พื้นที่การจัดเก็บไม่กำหนดระยะเวลาในการเก็บสินค้า สินค้ามากมายที่ผลิตแล้วไม่ถูกจัดส่ง
3) ความสูญเปล่าจากการย้าย
: เป็นความผิดพลาดในการวางผังการผลิต การย้ายสินค้า เมื่อผลิตแล้วมีการจัดวางไม่เหมาะสมกับการใช้งานจริง
4) ความสูญเปล่าจากการแปรรูป
: การแปรรูปนี้เกิดความสูญเปล่าในการจัดทำงานแบบเดิมๆ ไม่มีการทบทวนกระบวนการทำงาน ทำให้วัตถุดิบจากการแปรรูปไม่ถูกนำมาใช้ให้คุ้มค่า หรือแปรรูปให้เกิดความสูญเสียน้อยที่สุด
5) ความสูญเปล่าของสินค้าคงคลัง
: เป็นการสูญเปล่าที่เกิดจากการค้างสินค้า สั่งสินค้าเกินไม่มีการคำนวณตามใช้งานจริง สินค้าสั่งเผื่อในอนาคตหรือการสั่งสินค้ามาคงไว้ เนื่องจากปัจจุบันสินค้าดังกล่าวมีราคาลดลงแต่เมื่อระยะเวลาผ่านไปสินค้าดังกล่าวไม่ทันสมัย ทำให้เกิด Dead Stocks
6) ความสูญเปล่าจากการเคลื่อนที่
: ความสูญเปล่าจากการถูกกำหนดให้เคลื่อนที่ตามผังงานที่กำหนด ทำให้เสียเวลากับแต่ละงานในการเคลื่อนย้ายมากขึ้น ทำงานช้าลง เพิ่มจำนวนคนทำงาน
7) ความสูญเปล่าจากการผลิตของเสีย
: เกิดจากการผลิตของเสียซ้ำแบบเดิม มีของเสียในสายงานมากขึ้น ไม่มีการประมวลผล ปรับปรุงแก้ไขในงาน สถิติการมีของเสียแต่ละงานมากขึ้นต่อเนื่อง ส่งผลกระทบต่อการแบกรับภาระค่าใช้จ่ายในของเสียต่อเนื่อง ไม่มีการตรวจนับชิ้นงาน ตรวจนับคุณภาพงานอย่างเป็นระบบ
จากเนื้อหาข้างต้น การกำจัดความสูญเปล่าในทางไคเซ็นจะช่วยให้องค์การปรับตัวอยู่รอดในการลีน(LEAN)การสูญเปล่าที่ไม่จำเป็นในองค์การท่าน
ยกตัวอย่างการลดความสูญเปล่าจากการทำงาน ดังนี้

บริษัท ANTผลิตเฟอร์นิเจอร์
รับผลิตและจัดทำเฟอร์นิเจอร์ตามคำสั่งซื้อลูกค้าทั้งตู้สินค้า ชั้นวางของ โต๊ะวางสินค้า เก้าอี้แบบต่างๆ โดยสินค้าส่วนใหญ่เป็นผลิตด้วยแรงงานฝีมือทั้งชาวไทยและแรงงานต่างด้าว บริษัทไม่มีสต็อกสินค้าให้เลือกจะผลิตตามจำนวนการสั่งซื้อเท่านั้น
แต่ปัญหาที่พบคือ
กระบวนการผลิตเริ่มจาก
1. ลูกค้าสั่งซื้อ
2. ฝ่ายขายทำใบเสนอราคา
3. ลูกค้าตกลงตามใบข้อเสนอส่งกลับมาแผนกประสานงานขาย
4. ฝ่ายเขียนแบบวัดพื้นที่วางสินค้าจริง+ออกแบบ
5. ส่งใบออกแบบให้โฟร์แมนถอดรหัสวัสดุอุปกรณ์
6. แผนกจัดซื้อสั่งวัสดุอุปกรณ์
7. รับวัสดุอุปกรณ์เก็บแผนกคลังสินค้า
8. โฟร์แมนคุมงานแผนกช่างจัดทำตามแบบงาน
9. ติดตั้งสินค้า
10. ฝ่ายผลิตส่งมอบงานลูกค้า
จากข้อมูลเบื้องต้น…
พบปัญหาการทำงานทุกจุดมีความสูญเปล่าในงาน ต้องได้รับการแก้ปัญหาอย่างรวดเร็ว แต่หากเลือกในการแก้ปัญหาแล้วทั้ง Man - Method – Material – Machine - Environment เราควรแก้ปัญหาที่จุดใดก่อน ทั้งที่ทุกจุดมีปัญหาสำคัญเท่าเทียมกัน
วิธีการ
จากตัวอย่างกรณีศึกษาข้างต้น อ่านแล้วดูเป็นข้อมูลเชิงวิชาการมากไปกว่าจะได้แต่ละกระบวนการใครล่ะจะมาช่วยดูต้นทางปลายทางให้ หากไม่มีผู้รู้เฉพาะทางมาช่วยชี้แนะ ผู้เขียน แนะนำง่ายๆแบบทำได้เองในองค์กร กรณีศึกษา บริษัท ANTผลิตเฟอร์นิเจอร์ ต้องดำเนินการคือ ..
จะเห็นว่าแต่ละธุรกิจมีการดำเนินงานและปัญหาที่แตกต่างกัน จึงจำเป็นที่ทุกธุรกิจต้องหันกลับมาเสริมขีดศักยภาพในการแข่งขันให้สอดคล้องกับความต้องการจริง ต้องบริหารห่วงโซ่อุปทาน (Supply Chain Management (SCM)) พร้อมบริหารห่วงโซ่มูลค่า (Value Chain Management (VCM)) เพิ่มขีดความสามารถสูงสุดที่องค์การทำได้จริงทั้งทรัพยากรมนุษย์และวัสดุอุปกรณ์ที่มีอยู่จริง
การลดความสูญเปล่าในสิ่งที่ไม่จำเป็น บางกระบวนการไม่ต้องใช้รายจ่าย กำลังคนเพิ่ม แต่ผู้บริหารต้องวางแผนการทำงานให้มีระบบก่อน เริ่มพัฒนาในสิ่งที่มีอยู่ให้คุ้มค่ากับการจัดซื้อจัดจ้าง
ข้อคิดคือ “เมื่อกัปตันเรือคุมใบพัดเรือให้แล่นไปตามทิศทางลมที่ต้องการ ลูกเรือย่อมพร้อมรวมใจให้เรือลำนี้แล่นไปดังจุดหมายได้อย่างไม่ยากเย็น อยู่ที่หัวเรือจะหันเรือไปทิศไหน เหนือ ใต้ ออก ตก ? "

E-Mail : [email protected]
วันที่ : 08 มีนาคม 2566
จำนวนผู้เข้าชม 1837 คน
กรุณากดถูกใจ และ เพิ่มเพื่อน Line
อบรม ESB & AIDET Plus แก้ปัญหาการบริการและการสื่อสาร ?
อบรมพฤติกรรมบริการ (ESB) ไปแล้ว การเรียนรู้หลักสูตรเรื่อง AIDET Communications จำเป็นหรือไม่ ? AIDET เนื้อหาการเรียนรู้เรื่องอะไร ? นี่คือคำถามที่ผู้จัดอบรมในคลินิก และโรงพยาบาลหลายแห่ง
ทฤษฎีตัดสินใจใช้ผลิตภัณฑ์และการบริการ
การเลือกใช้สินค้า และบริการนั้นเกิดจากการเรียนรู้ของผู้เลือกใช้ อาจมาจากข้อมูลสื่อโฆษณาในช่องทางต่างๆ ประสบการณ์คำบอกเล่า ประสบการณ์ตรงที่ได้รับมาจากผู้ใช้บริการ
พฤติกรรมบริการต่อลูกค้าทั่วไป คลินิก โรงพยาบาล
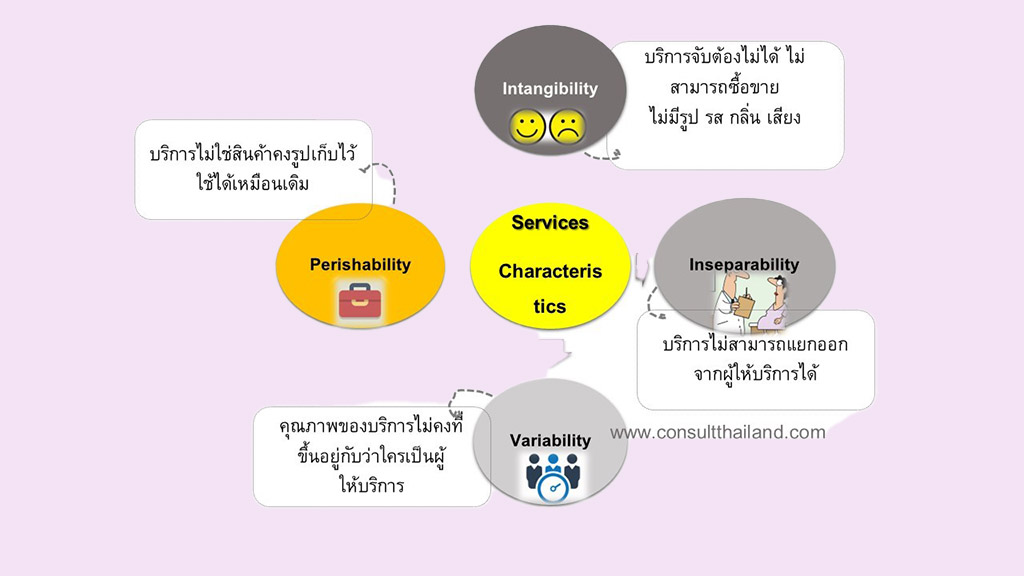
การบริการไม่ใช่สินค้าที่สามารถคงรูปรส กลิ่น เสียงได้เมื่อเปลี่ยนผู้ให้บริการพฤติกรรมการส่งมอบบริการอาจเปลี่ยนไปตามลักษณะของบุคคลนั้น สิ่งที่ทำให้พฤติกรรมการบริการคงที่คงอยู่นั้นคือ การสร้าง Empathy
การสื่อสารแบบ AIDET Plus ทุกแผนกในโรงพยาบาลทำอย่างไร ?
ในอดีตผู้ปฏิบัติงานมีหน้าที่ปฏิบัติงานตามหลักใบกำหนดหน้าที่งาน (Job Descriptions) โดยปฏิบัติงานแต่ละหน้าที่ตามขั้นตอนงาน (Work Instruction) ที่จัดทำขึ้นมาจากมาตรฐานของแต่ละวิชาชีพตามหลักการความปลอดภัย
ความคาดหวังผู้รับบริการ 6 แบบ
อันดับแรกที่ผู้รับบริการทุกคนคาดหวังแน่นอนคือความสะดวกสบาย ความรวดเร็วปลอดภัย ความมั่นใจในการได้รับบริการ ปัจจัยที่ส่งเสริมให้ผู้รับบริการคาดหวังนั้นขึ้นอยู่กับประเภทของลูกค้าผู้รับบริการ
ตัวอย่างตัวชี้วัด KPI ตามตำแหน่ง & ปัญหาระยะ Action Plan
ระบบประเมินผล KPI ช่วยทำให้องค์กรคัดเลือกคนเก่งโดยอัตโนมัติ คุมงบประมาณให้อยู่ในกรอบและเพิ่มกลยุทธ์ในการแข่งขัน หากวางระบบการดำเนินการ(Action Plan)ที่ดี ผู้บริหารสูงสุดเห็นความสำคัญ